Lorsque nous dessinons un nouveau concept, nous devons tenir compte du fait que la structure du dessin ne peut pas se composer de plus de 12 couleurs différentes.
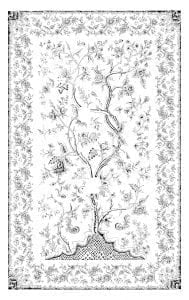









Cette contrainte est liée au fait que l’imprimante ne peut supporter qu’un maximum de 12 vérins pneumatiques. Après avoir réalisé un premier dessin complet, en couleur, dans les proportions exactes, ce dessin est sous-divisé, un par couleur nécessaire, à la réalisation complète du projet.
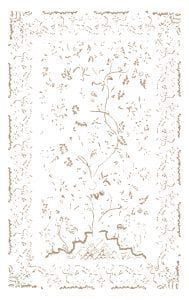
 Les proportions dépendent du rebord du vérin pneumatique et dans notre cas, c’est 64 cm ou 92 cm ou un multiple de ce chiffre comme 32 cm ou 46 cm etc. Lorsqu’un motif est composé de 10 ou 12 couleurs, par ex., 10 ou 12 dessins partiels différents sont réalisés et sur cette base, le graveur fabrique ensuite les 10 ou 12 vérins pneumatiques différents ou pochoirs.
Les proportions dépendent du rebord du vérin pneumatique et dans notre cas, c’est 64 cm ou 92 cm ou un multiple de ce chiffre comme 32 cm ou 46 cm etc. Lorsqu’un motif est composé de 10 ou 12 couleurs, par ex., 10 ou 12 dessins partiels différents sont réalisés et sur cette base, le graveur fabrique ensuite les 10 ou 12 vérins pneumatiques différents ou pochoirs.

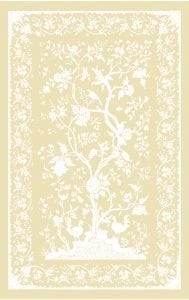
Bien que la plupart des motifs ne soient pas constitués de plus de 6 couleurs de base, des nuances supplémentaires peuvent donner un plus bel effet. Avec le rouge, par ex., l’effet est plus frappant si 2 ou 3 nuances de cette couleur sont utilisées. Dès que le graveur a terminé son travail et que les vérins pneumatiques sont livrés à l’imprimerie de tissu, les épreuves commencent à être fabriquées au moyen de couleurs choisies auparavant. Dans la ‘cuisine des couleurs’ de l’usine, où la peinture est stockée dans des conteneurs, le ‘maître des couleurs’ réalise d’abord un échantillon de chaque teinte en mélangeant à la main les différentes couleurs. Lorsque la teinte juste a été trouvée et après que la toile de coton a été collée et lissée sur le tapis roulant, l’impression des épreuves peut commencer. Si ensuite le nombre total de couleurs donne le motif.
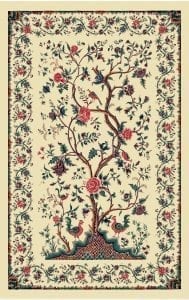
Coloré global souhaité, l’impression des ‘runs’ peut enfin commencer dans des quantités pouvant débuter à 100 mètres par ex. et pouvant aller jusqu’à quelques centaines de mètres, selon la demande et les commandes. Dès que les imprimeurs ont disposé les différents vérins pneumatiques dans le bon ordre dans la machine à imprimer, ces vérins sont remplis sous pression de peinture de couleur au moyen d’un mécanisme de raccordement dans la machine à imprimer. La toile de coton collée se trouve sur le tapis roulant sous les vérins pneumatiques. Elle continue de bouger indépendamment mais au même rythme que les vérins pneumatiques à la fin de la ‘ligne d’impression’. Voir illustrations.
Les écrans d’impression sont faits de très fine gaze. Aux endroits où la peinture ne doit pas passer, la gaze est collée avec une couche de vernis spécial. A la fin de la ‘ligne d’impression’, lorsque toutes les couleurs ont été imprimées, l’étoffe imprimée est retirée du tapis et elle est ensuite séchée dans un ‘canal de séchage’ afin de permettre la finition, comme par ex. la fixation. La peinture contient un ‘liant’ qui rend la couleur parfaitement lavable et résistante à l’usure.
 Le ‘liant’ doit durcir pendant 5 minutes environ dans le canal de séchage à 150 degrés Celsius. Dans la lisière de l’étoffe imprimée se trouvent généralement les ‘points pico’. Ils permettent de voir combien de couleurs ont été utilisées dans le motif et si les différents écrans d’impression sont bien raccordés. Betina printing travaille exclusivement avec des ‘pigments’ résistants à une exposition prolongée au soleil et à la lumière et de plus, qui sont parfaitement lavables sans décolorer. Ce sont ces étoffes colorées qui sont ajoutées à la pâte de base transparente qui rend l’étoffe imprimable et lavable. Ces ‘pigments’ ne sont pas seulement importants pour l’utilisation des étoffes dans la décoration d’intérieur comme les rideaux mais surtout pour les types de coutures tels que ceux utilisés pour le patchwork. En Asie, notamment, l’impression est réalisée de manière standard avec des ‘colorants réactifs’. Contrairement à notre propre production « hollandaise » à impression de pigments sur une largeur de tissu de 150 cm, quasiment toutes les autres étoffes typiques du patchwork sont imprimées en Asie avec des peintures réactives sur une largeur de tissu de 110 cm.
Le ‘liant’ doit durcir pendant 5 minutes environ dans le canal de séchage à 150 degrés Celsius. Dans la lisière de l’étoffe imprimée se trouvent généralement les ‘points pico’. Ils permettent de voir combien de couleurs ont été utilisées dans le motif et si les différents écrans d’impression sont bien raccordés. Betina printing travaille exclusivement avec des ‘pigments’ résistants à une exposition prolongée au soleil et à la lumière et de plus, qui sont parfaitement lavables sans décolorer. Ce sont ces étoffes colorées qui sont ajoutées à la pâte de base transparente qui rend l’étoffe imprimable et lavable. Ces ‘pigments’ ne sont pas seulement importants pour l’utilisation des étoffes dans la décoration d’intérieur comme les rideaux mais surtout pour les types de coutures tels que ceux utilisés pour le patchwork. En Asie, notamment, l’impression est réalisée de manière standard avec des ‘colorants réactifs’. Contrairement à notre propre production « hollandaise » à impression de pigments sur une largeur de tissu de 150 cm, quasiment toutes les autres étoffes typiques du patchwork sont imprimées en Asie avec des peintures réactives sur une largeur de tissu de 110 cm.
 Ces colorants réactifs ont pour avantage d’être souples et d’avoir une couleur plus intense. L’un des inconvénients est que ces colorants possèdent une mauvaise résistance à la lumière. Par conséquent, ils ne sont pas adaptés aux rideaux par ex., etc. ! et sans traitement final digne de ce nom de la part du fabricant, ils continuent de déteindre ou de ‘saigner’ au lavage. Pour éviter que le tissu imprimé rétrécisse pendant le processus d’impression et dans la chambre de séchage, l’étoffe est piquée sur des aiguilles dans le sens de la longueur et séchée à la largeur réglée. Les trous des aiguilles sont généralement visibles sur le bord du tissu.
Ces colorants réactifs ont pour avantage d’être souples et d’avoir une couleur plus intense. L’un des inconvénients est que ces colorants possèdent une mauvaise résistance à la lumière. Par conséquent, ils ne sont pas adaptés aux rideaux par ex., etc. ! et sans traitement final digne de ce nom de la part du fabricant, ils continuent de déteindre ou de ‘saigner’ au lavage. Pour éviter que le tissu imprimé rétrécisse pendant le processus d’impression et dans la chambre de séchage, l’étoffe est piquée sur des aiguilles dans le sens de la longueur et séchée à la largeur réglée. Les trous des aiguilles sont généralement visibles sur le bord du tissu.
Enfin, le tissu imprimé et séché est ‘calandré’. Cela signifie que le tissu reçoit une légère brillance en passant entre 2 laminoirs lisses chauffés. Grâce à la pression et à la chaleur, la toile est pour ainsi dire aplatie, ce qui la fait briller. Le degré de brillance peut être déterminé par la pression, la température et la vitesse auxquelles l’étoffe passe à travers les deux laminoirs. Cette méthode est basée sur un processus mécanique. Aucun liquide ou produit chimique n’est donc impliqué. Il reste encore un contrôle au cours duquel les parties de tissu comportant des erreurs et des irrégularités sont supprimées et la partie approuvée tourne sur des rouleaux standard.